 设计方案
设计方案
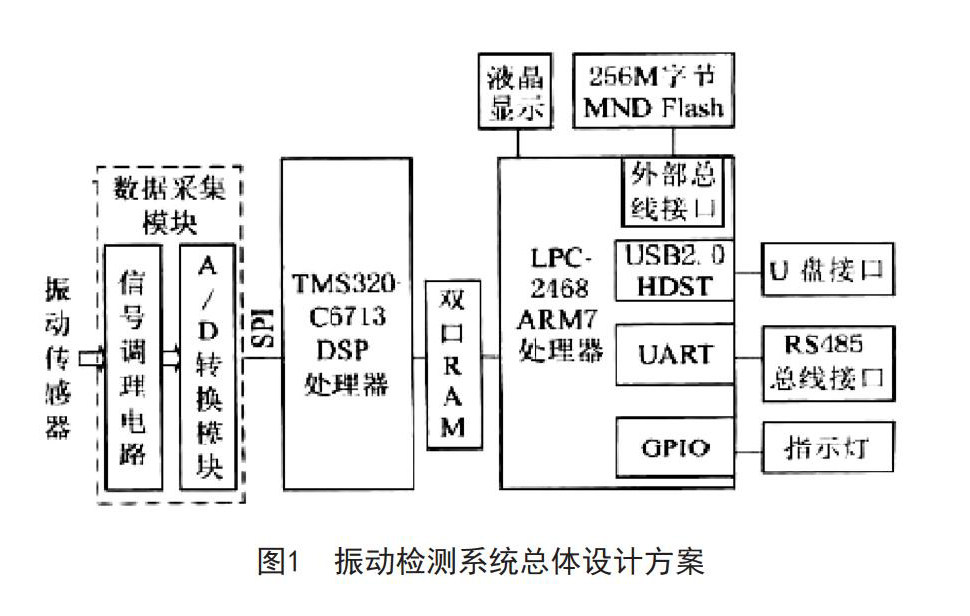
煤矿设备振动检测系统是采用DSP+ARM的双核处理系统,其总体设计图如下图所示。设备振动信号经过振动传感器,进而转换为电信号,经过数据采集模块,进行了信号滤波调理与A/D转换之后,再通过SPI总线进入DSP。DSP对振动信号进行分析,得到设备的以下几种信息:设备的运行状态、故障类型、故障严重程度等。ARM处理器接收到DSP上传的相关数据之后,完成以下几方面的任务:界面显示、数据存储、数据备份、通信处理。DSP以及ARM处理器之间的数据通信,则是采用双口RAM来实现。
3 应用实例
2010年6月,西山煤电有限责任公司主通风机滚动轴承温度偏高,原因不明,运用该矿用本安型振动监测系统,来对轴承进行数据采集以及在线诊断,采样频率为两千赫兹,该通风机电机转速为600 r/min,旋转的频率为10赫兹,在通风机轴承座安装加速度传感器,运用滚动轴承故障特征频率计算公式,得出内圈故障特征频率为87赫兹,外圈为63赫兹,配合松动故障频率为10赫兹。
为进一步分析轴承温度偏高的原因,利用该系统来进行诊断,在线诊断系统最终显示,轴承故障原因属于轴承配合松动,故障程度属于中晚期故障。
利用在线诊断系统数据的导出功能,对其报警振动信号进行导出,并且,对其进行小波包滤波分解以及包络解调分析,对该振动信号进行了三层小波包分解之后,得到了第一层细节信号,并且对其进行包络解调分析。如下图所示。
经过对现场进行仔细的检查,该通风机地基下沉,其轴系存在对中不良的情况,轴承所受的局部压力较大,促使表面发生了塑性变形,使得内圈与轴颈的配合尺寸发生了相应的变化,进而导致轴承的内圈与轴两者的轴心线不重合。故此,故障原因诊断为轴承内圈与轴在配合不当。
4 结束语
综上所述,本安型振动监测仪是以小波包滤波技术以及故障定量识别技术为核心,是一种较为先进的故障诊断系统。将该诊断技术用在煤矿的一些大型机电设备之中,能够有效地提取设备轴承的运行故障,应该予以大力的推广。
参考文献
[1] 路林旺.在线诊断技术在煤矿大型机电设备中的应用研究[J].煤炭科学技术,2011,(S1):56-58.
[2] 黄侠.煤矿大型设备在线监测与故障诊断系统的研究与应用[D].贵阳:贵州师范大学,2016:26.


